")
")
Know-How
Drucker & Drucktechnik:
Angefangen hatte dieses Hobby mit einem einfachen Drucker aus dem Hause FlashForge (Adventurer 3) in 2018.
Mit wachsender Begeisterung für dieses Hobby und die zunehmenden Anwendungsmöglichkeiten, haben wir uns dann erweitert und einen zur damaligen Zeit einen schon eher professionellen IDEX Drucker, einen FlashForge Creator 3Pro in 2020 erworben, um größere Bauteile und IDEX Druck fertigen zu können. Der IDEX Druck ermöglicht entweder das gleichzeitige Drucken von 2 Identischen Bauteilen im Parallelbetrieb, oder aber den Druck eines Objektes aus zwei unterschiedlichen Materialien.
Inzwischen sind wir auf den Geschmack gekommen und haben diese ersten Drucker für den Hobbybereich mit den professionellen Druckern der Marke Bambulabs (Filamentdrucker) und FormLabs (Flüssigharz Drucker) ersetzt.
Equipment
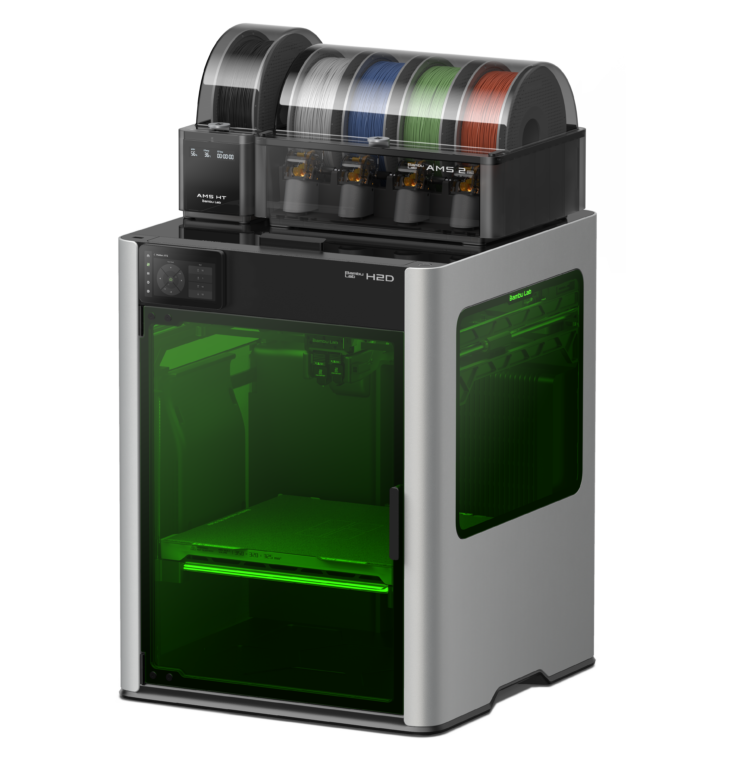
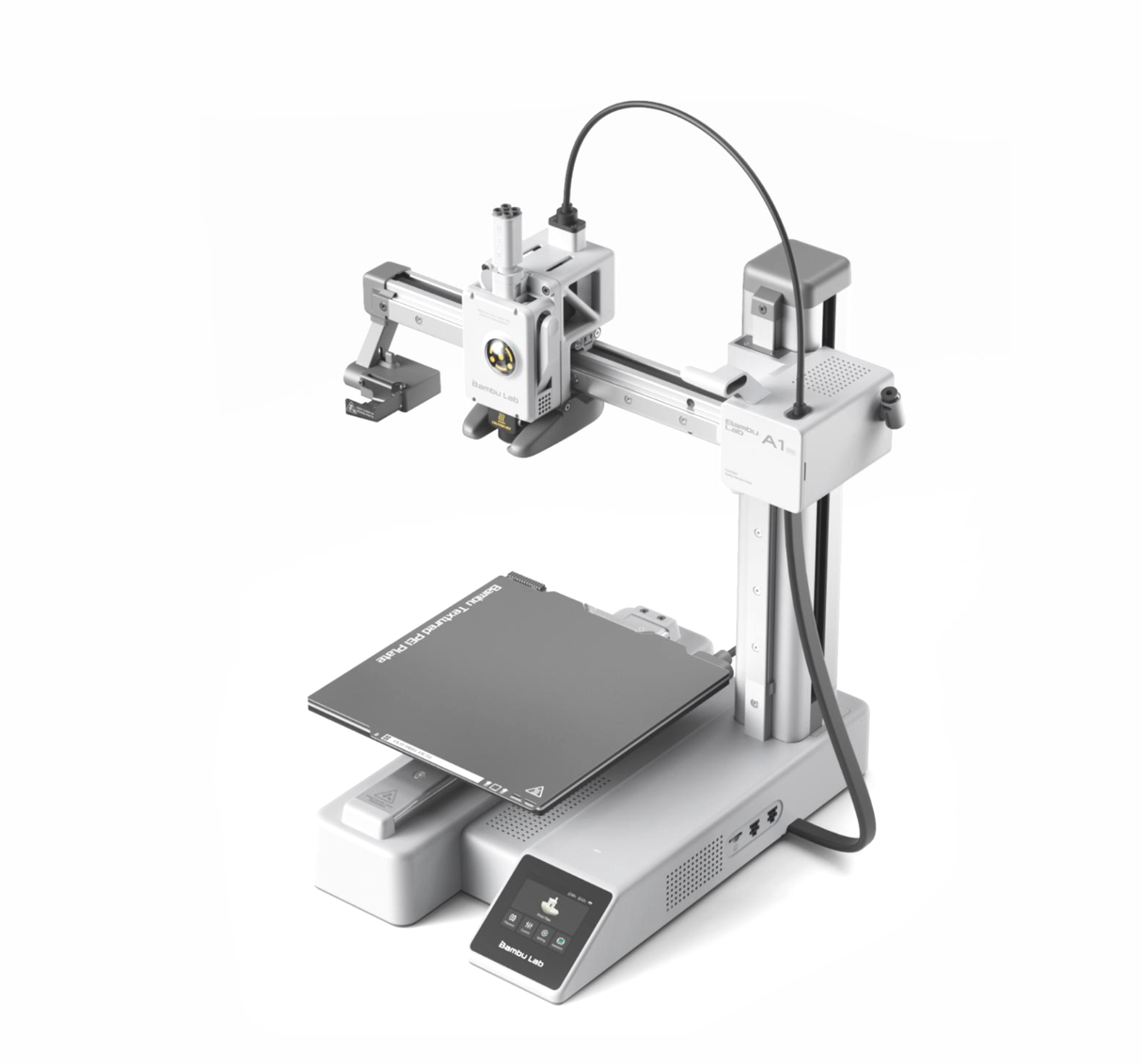
Aus dem Hause BambuLabs arbeitet ein nun Seit Juli 2025 ein H2D Combo Dual Nozzle mit 10W Laser mit 4-fach AMS, sowie ein X1Carbon mit 4fach AMS und ein A1 Mini für uns und bedienen das Segment des Filamentdruckes. Hiermit sind Bauteile bis zu einer Dimension von 35,0cm x 35,0cm x 35,0cm und einer Genauigkeit von 0,2mm möglich.
Beim Filament-Druckverfahren wird eine Kunstoffschnur mit 1,75mm Dicke in einer Düse bei Materialspezifischen Temperaturen zw. 190-360°C geschmolzen und in >0,1mm Schichten, Schicht auf Schicht gedruckt. Wir drucken mit PLA, PETG, PCTG, ABS, ABS-GF, ABS-CF, ASA, TPU, PETG-CF, PETG-CF und vielen weitere Materialien.
H2D Combo 10W Laser & 4xAMS:
350 × 320 × 325mm³
X1C Combo & 4x AMS:
256 × 256 × 256 mm³

A1 Mini:
180 x 180 x 180 mm³
Manchmal muss es aber noch genauer und detailreicher sein und deshalb hielt ein Resin/Kunstharz Laserdrucker aus dem Hause FormLabs Einzug in unser Gewerbe.

Der FormLabs Form 2 kann Bauteile bis zu einer Dimension von 14,5cm × 14,5cm × 17,5cm und einer beeindruckenden Genauigkeit/Schichtdicke von 0,025mm drucken.
Der Kunstharzdruck ist wesentlich zeit- und arbeitsaufwendiger und besteht aus drei Arbeitsschritten. Zum Einsatz kommt ein flüssiges UV sensibles Kunstharz, welches mittels eines violetten Klasse1 Lasers (405-nm, 250-mW) in hauchdünnen Schichten belichtet wird (siehe Video*).
*Video in Echtzeit
Beim ersten Arbeitsschritt taucht ein Stempel in das Harz ein, bis nur noch eine dünne Harzschicht in der Dicke von 1/20mm (20nm) übrig ist, die dann durch den Laserstrahl punktuell belichtet und damit gehärtet wird. Die Harzwanne verschiebt sich, der Stempel hebt sich, Harz fließt nach, der Stempel senkt sich und verdrängt erneut das Harz, sodass die nächste Schicht geschossen werden kann. Der Druck wächst somit langsam auf dem Kopf aus der Flüssigkeit heraus.
Im zweiten Arbeitsschritt muss der Druck behutsam und unter Verwendung von Handschuhen und Schutzbrille ohne direkten Lichteinfluss von seinen Stützstrukturen gelöst und in einem Waschvorgang in 99% reinen Alkoholbad, von überflüssigen Flüssigharz befreit werden. Nach anschliessendem vorsichtigen abtupfen des restlichen Alkohols und kurzem Trocknen an der Luft, wird der Druck dann im letzten Arbeitsschritt in einer UV Härtekammer, vollständig ausgehärtet.
Dieser Drucker kommt zum Einsatz bei der Erstellung von
- technischen Bauteilen mit Anforderungen an höchste Genauigkeit
- Bauteile die eine Temperaturfestigkeit von über 100°C benötigen
- Schmuck Herstellung (mit anschließender Galvanisierung und Metallveredelung)
- Druck von Spielfiguren für Rollenspiele etc.
Weitere Dienstleistungen:
Galvanisierung von Bauteilen (auf Nachfrage)
![]()